Алюминиевая форма для пластиков
отливка из АБС
Корпуса для РЭА из АБС
Пластиковые торцевые заглушки
Детали из стеклопластика
Формы из алюминия для ТПА
Выгодное для малого бизнеса
Поликарбонатные формы для конфет
Идея для бизнеса
Форма для термопластавтомата
Где заказать пресс-форму!?
Расчет стоимости форм и продукции
Литье под давлением
Лицевые панели для приборов
Заглушки для светодиодных светильников
Мелкосерийная отливка
Продукция из полимерных материалов
Подвохи при заказе формы
Примечание к онлайн калькулятору
Продукция из полипропилена
Купить крышки к профилю светодиодной led ленты
Затворы Spider Plugs и EPCO
Корпуса для рэа пластиковые купить
Заглушки для светодиодного профиля на заказ
Крышка торцевая для профиля АВД-2711, АВД-3230, АВД-4295
Торцевые крышки для алюминиевого профиля
Страницы: 1234567891011121314 далее >
Литье под давлением — метод формования изделий из полимерных материалов, заключающийся в нагревании материала до вязкотекучего состояния и передавливании его в закрытую литьевую форму, где материал приобретает конфигурацию внутренней полости формы и затвердевает. Этим методом получают изделия массой от нескольких граммов до нескольких килограммов с толщиной стенок 1—20 мм (чаще 3—6 мм). Для осуществления литья под давлением применяют плунжерные или шнековые литьевые машины (рис. 1), на которых устанавливаются литьевые формы различной конструкции (рис. 2)

Рис. 1. Схема литьевой машины со шнековой (а) и плунжерной (б) пластикацией расплава:
1 — гидроцилиндр механизма смыкания; 2 — поршень гидроцилиндра механизма смыкания; 3 — подвижная плита; 4 — полуформы; 5 — неподвижная плита; 6 — пластикационный цилиндр, 7 — шнек литье пластмассы; 8 — загрузочное окно цилиндра пластикации; 9 — бункер; 10 — привод шнека; 11 — корпус гидроцилиндра механизма впрыска; 12 — поршень гидроцилиндра впрыска; 13 — гидроцилиндр шнека; 14 — торпеда — рассекатель потока расплава; 15 — дозатор; 16 — плунжер

Рис. 2. Литьевая форма:
1 — подвижная полуформа; 2 — толкатель; 3 — выталкивающая плита, 4 — выталкиватели; 5 — каналы системы термостатирования формы; 6 — литниковая втулка; 7 — центральный литник; 8 — центрирующая втулка; 9 — центрирующая колонка; 10 — неподвижная полуформа; 11 — сопло литьевой машины; 12 — разводящий литник; 13 — впускной литник; 14 — формообразующая полость
Основными технологическими параметрами процессов литья под давлением являются температура расплава Тр, температура формы ТФ, давление литья Рл, давление в форме Рф, время выдержки под давлением tвпд, время охлаждения tохл или время отверждения в форме tотв для термореактивных материалов. Литьем под давлением перерабатываются как термопластичные, так и термореактивные материалы, но при этом тип материала определяет специфику физико-химических процессов, сопровождающих нагревание и перевод в твердое состояние этих видов пластмасс. Технологическая схема процесса приведена на рис. 3. Анализ процесса литья под давлением может быть проведен по следующим составляющим: перевод материала в вязкопластичное состояние —> подача его в зону дозирования —> накопление расплава —> течение расплава в системе «сопло—форма» —> течение расплава в каналах формы и формующей полости —> формирование структуры изделия.
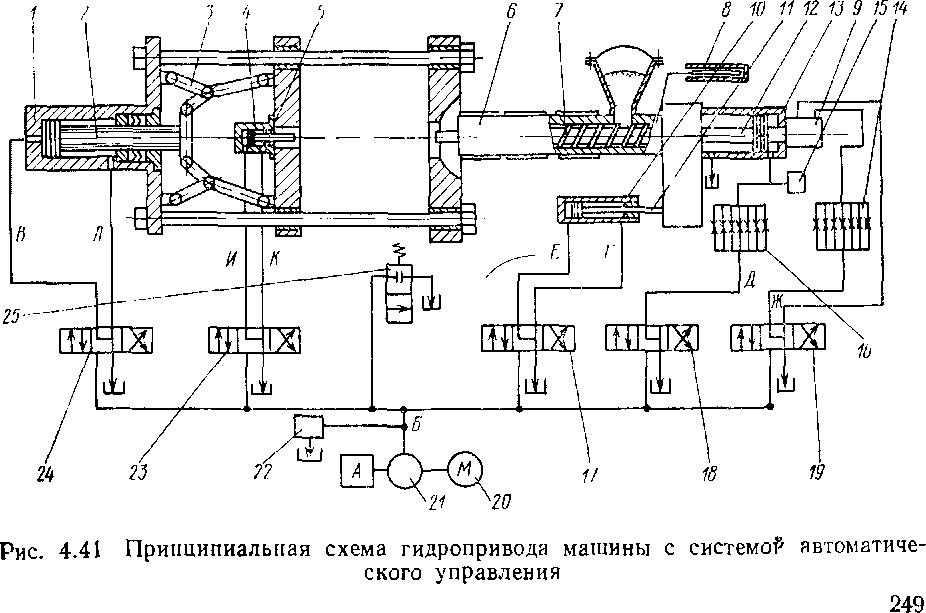
Рис. 3. Технологическая схема литья под давлением:
1 — вагон (полувагон, цистерна); 2 — подвесная кран-балка; 3 — склад материала; 4 — вакуумная сушилка; 5 — литьевая машина; 6 — транспортер; 7 — станок механической обработки; 8 — стол упаковки; 9 — дробилка; 10 — экструдер; 11 — охлаждающая ванна; 12 — гранулятор
Главная проблема и решение её при изготовление мелкой партий пластмассовых изделий.
Одной из главных проблем при мелкосерийном литье пластмасс является изготовление прессформ. Например, на такое изделие из пластмассы как корпус прибора, стальная прессформа будет стоить около двухсот тысяч рублей.
Есть несколько вариантов изготовления небольшой партий изделий из пластмассы , такой метод как ваккум литьё в силиконовые формы, но с помощью силиконовых форм можно изготовить до двадцати штук на одной оснастке( цена от 14000 руб. , стоимость изделия составит от 700 руб. ), эти формы рассчитаны на штучные изделия сложной конфигураций . Другой вариант получения пластмассового корпуса , это механическая обработка - цена изделия в этом случай от 250 руб/шт в зависимости от сложности и партий!
Если Вы решили , что без уникального корпуса ( любого изделия) Вам не обойтись и похожих просто нет , но Вам нужна партия от 1000 шт. до 100000шт , то новая технология изготовления формообразующей детали (матрицы) с ресурсом литья до 100000 шт. из легкообрабатываемого металлического сплава с поверхностным покрытием в стальной блокформе , поможет снизить стоимость прессформы до 50000 - 100000 руб. в зависимости от сложности , теперь при партий изделий в 1000 шт. - цена изделия от 50 руб. + (10 руб. литьё и материал ) = 60 руб ., соответственно при партий в 10000 шт. - цена от 15 руб/шт .
Получения отливки со сложной наружной поверхностью.
Для получения отливки со сложной наружной поверхностью, с боковыми отверстиями, поднутрениями на наружной поверхности (резьбой) применяются раздвижные полуматрицы, боковые знаки. Для перемещения этих деталей перпендикулярно направлению замыкания формы они выполняются как одно целое с ползунами и крепятся к ним. Шибера перемещаются с помощью наклонной колонки по направляющим, выполненным в подвижной части формы.Пластицированный АБС из сопла литьевой машины через литниковую втулку , разводящий канал и впускной литник , попадает в формующую полость формы. После стадий заполнения , выдержки под давлением и охлаждения, форма раскрывается. Во время размыкания формы шибер вместе со знаком перемещается в направляющих подвижной обоймы . В процессе замыкания формы наклонная колонка перемещает шибер в исходное положение, а запорный клин (замок) поджимает ползун, разгружая его от давления расплава в форме, которое передается на боковой знак. Для предотвращения самопроизвольного выхода ползунов из направляющих или смещения их в разомкнутой форме применяются упоры и фиксаторы. При размыкании формы ее подвижная часть отходит от неподвижной. Наклонная колонка, закрепленная в неподвижной части формы, заставляет перемещаться по направляющим шибер вместе с боковым оформляющим знаком. При этом боковой знак выходит из отливки, что позволяет при дальнейшем движении вытолкнуть отливку из форм выталкивателями , которые и сбрасывают изделие вместе с литниками в приемную тару. После этого форма замыкается и цикл повторяется это и есть литье пластмассы. Для охлаждения изделия в плите матриц , пуансонов , в матрице просверлены охлаждающий канала . Система центрирования состоит из направляющих колонок втулок. При транспортирований и установке для предотвращения их раскрытия , полуформы фиксируют друг относительно друга монтажной планкой , к которой крепится рым болт.
Часто задаваемые вопросы FAQ.

Установочная база для ИП 212-52СИ
12-09-2022
Алюминиевая форма для пластиков
03-03-2021
отливка из АБС
02-03-2021
Корпуса для РЭА из АБС
17-02-2021
Пластиковые торцевые заглушки
06-04-2020
Детали из стеклопластика
11-11-2019
Формы из алюминия для ТПА
16-10-2019
Выгодное для малого бизнеса
09-10-2019
Поликарбонатные формы для конфет
07-10-2019
Идея для бизнеса
10-09-2019
Адрес
ООО "СПБПЛАСТ"